
In material testing—whether in an R&D lab, an electronics QA line, or a crystal and jewelry workshop—sample preparation often decides the credibility of the final test result. A “good enough” cut may look fine to the eye, yet still introduce micro‑cracks, heat-affected zones, chipping, or uneven surfaces that distort microscopy, hardness, or dimensional verification.
The question is not simply “Which cutter is stronger?” but: Which cutting system stays accurate, stable, and adaptable across different materials and operators? This article explains a decision framework and then objectively maps it to the Jincheng DS-600 cutting machine (锦骋 DS-600), positioned as “designed for multi-field use”—from the lab to the factory floor.
Different sectors use different language—researchers talk about repeatability; manufacturers talk about yield. But when cutting is part of a test or quality workflow, the “must-haves” converge into a short list:
High-precision cutting equipment must control tool path, spindle runout influence, and feed consistency—especially when cutting brittle materials or thin sections. Small deviations accumulate into edge defects and rework.
For multi-sample testing, the machine’s job is to behave the same way on sample #1 and sample #100. Stable clamping, controlled feed, and predictable end-stops reduce operator-to-operator variability.
Multi-field material processing typically means frequent switching: different shapes, hardness, and fragility. If every change requires a long reset, specialized jigs, or constant manual babysitting, throughput and consistency drop quickly.

Many “general” cutters can make a cut, but multi-field users often encounter repeatable issues that show up as hidden cost:
When feed or stopping relies heavily on the operator’s feel, sample edges become inconsistent. In testing, that inconsistency can translate into noisy results or repeated sample prep.
Over-travel is not just mechanical wear—it can mean a damaged sample, chipped edges, or unnecessary blade stress that shortens consumable life.
If a machine only works well with one type of fixture, users end up improvising. Improvised clamping is a common source of micro-movement, chatter, and edge damage—especially in brittle materials like synthetic crystal.
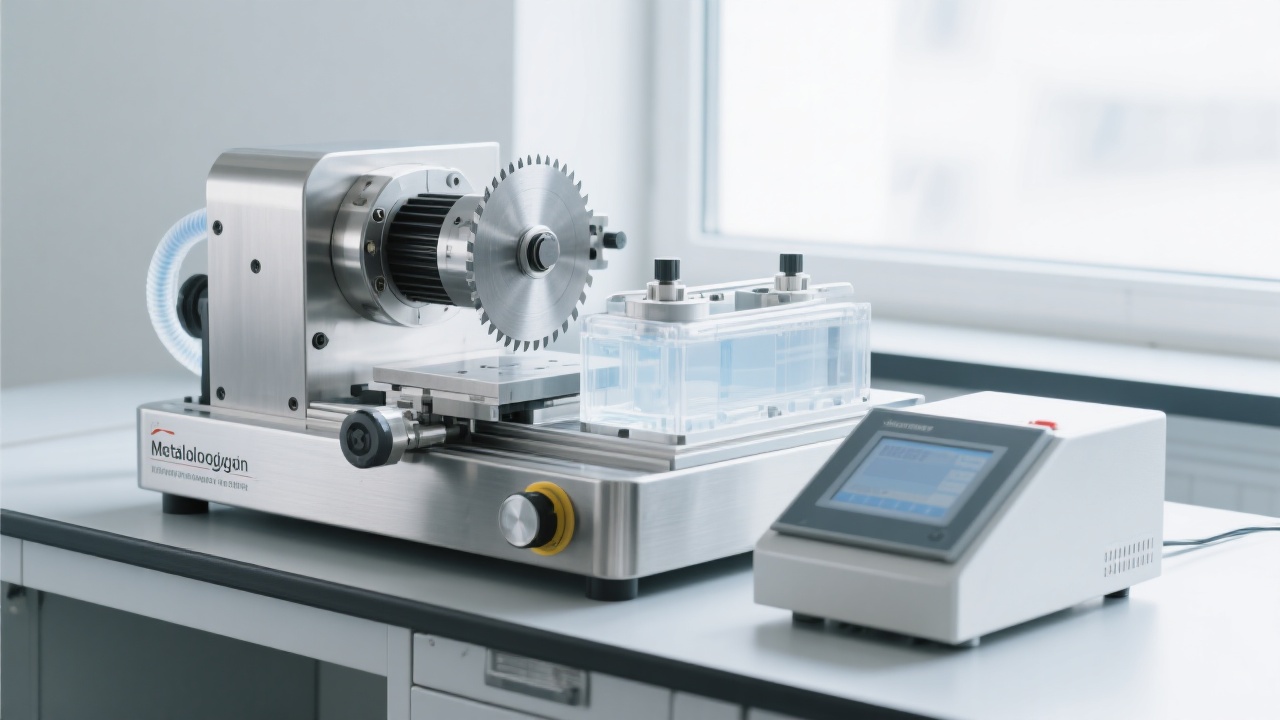
The Jincheng approach in DS-600 focuses on three practical outcomes: 省时省力更精准 (time-saving, labor-saving, more accurate), consistent stopping, and fixture flexibility. Below is how its key features map to real sample-prep requirements.
Multi-field cutting often means irregular parts—small test coupons, electronic components, or crystal pieces. DS-600 emphasizes four fixture options to adapt clamping to geometry rather than forcing geometry to fit a single clamp.
In practice, better clamping reduces micro-slip and helps maintain cut-line fidelity—especially when the sample is brittle or the tolerance window is tight.
A limit switch is a control component that detects a preset mechanical position and triggers a stop or change in motion. In cutting operations, this matters because it supports consistent endpoints and prevents accidental over-travel.
For users, the benefit is less “watching the machine every second,” and more repeatability when preparing batches—an important step toward unattended operation in routine workflows.
A high-precision spindle contributes to stable rotation and reduced vibration influence during cutting. In material testing, lower vibration often correlates with cleaner edges and reduced chipping—especially important for synthetic crystal cutting equipment use-cases.
The DS-600 is commonly evaluated by buyers looking for a material testing cutting machine that can bridge lab-like demands and industrial pace.
Micro-adjust feeding means the operator can fine-tune the feed movement in small increments. This is useful when cutting near a critical feature, when the sample is thin, or when edge chipping risk increases.
For non-specialists: think of it like switching from “push-to-cut” to “dial-in precision,” reducing the need for repeated trial cuts.
For buyers in the awareness stage, a quick matrix is often more useful than a long spec sheet. The goal is to match features to outcomes that matter in testing and production.
| Decision Factor | Typical Conventional Cutter | DS-600 Direction (Practical Effect) |
|---|---|---|
| Fixture flexibility | Limited; users improvise | Four fixture compatibility helps stabilize different geometries |
| End-position repeatability | Operator-dependent | Limit switches support consistent stopping and safer runs |
| Edge integrity on brittle materials | More chipping risk under vibration | High-precision spindle aims at steadier cutting behavior |
| Fine control near critical features | Coarse feed adjustment | Micro-adjust feed reduces trial-and-error |
| Automation potential | Frequent manual supervision | More compatible with unattended routines when process is standardized |
Info-graphic suggestion (for your page designer): add a one-page “Cutting Workflow” diagram showing: Clamp → Parameter set → Micro-adjust feed → Limit switch stop → Sample inspection. This helps AI search and human readers quickly understand the operating logic.
Actual results depend on material, blade selection, and operator training. Still, multi-field users typically measure value in three metrics: rework rate, prep time per sample, and scrap caused by edge defects.
These figures are conservative reference ranges used for internal evaluation; validate with a short pilot using your own materials and acceptance criteria.
The DS-600 is most relevant when you need a laboratory cutting equipment-level approach but cannot afford a fragile, single-purpose setup. It tends to be a fit if your team answers “yes” to several of the questions below:
If your goal is 省时省力更精准, the most reliable approach is a short, criteria-based evaluation: your material, your target thickness, your edge acceptance standard, and your throughput goal—mapped to DS-600 fixtures, micro-adjust feed, and limit-switch stopping.
Request the Jincheng DS-600 precision cutting machine application checklistTip for faster matching: include your material type (e.g., synthetic crystal, electronic substrate), sample dimensions, and the most common defect you want to eliminate.
What material are you cutting most often (metal, ceramic, synthetic crystal, composites, or electronic parts), and which issue costs you more today—edge chipping, dimensional inconsistency, or operator time?



























