





Технические знания • этап: осведомлённость
В многоотраслевых испытаниях материалов задача «ровно и повторяемо отрезать образец» выглядит простой лишь на словах. На практике выбор оборудования определяет всё: от достоверности измерений до процента брака и скорости подготовки партий. Ниже — объективный разбор того, как выбирать высокоточное отрезное оборудование для лабораторий и производства, и почему модель 锦骋 DS-600 часто рассматривают как решение «от лаборатории до завода».
Общие требования разных отраслей: что совпадает у лаборатории, электроники и ювелирного производства
Если собрать в одну комнату инженера-материаловеда, технолога электроники и мастера по обработке искусственного кристалла, окажется, что критерии к отрезному станку удивительно похожи. Разные материалы и формы — но одна цель: получить образец без лишних дефектов, быстро и воспроизводимо.
Ключевые «боли», которые чаще всего повторяются
- Погрешность и дрейф качества: на первых образцах всё идеально, а к концу смены «уходит» геометрия или растёт скол.
- Недостаточная стабильность подачи: микрорывки дают микротрещины, особенно на хрупких материалах и композитах.
- Сложность крепления: нестандартные заготовки требуют постоянных «самодельных» приспособлений.
- Потери времени: переналадка, повторные резы, ручной контроль, простои.
- Безопасность и автоматизация: когда резка идёт сериями, хочется режима «настроил и ушёл», без риска выйти за пределы хода.
Поэтому в поисковых запросах всё чаще встречаются формулировки вроде «высокоточное отрезное оборудование», «лабораторный отрезной станок», «автоматическая резка без оператора». В русскоязычном B2B-сегменте это обычно означает: нужен станок, который экономит время, снижает риск брака и держит повторяемость не только на тестовой демонстрации.

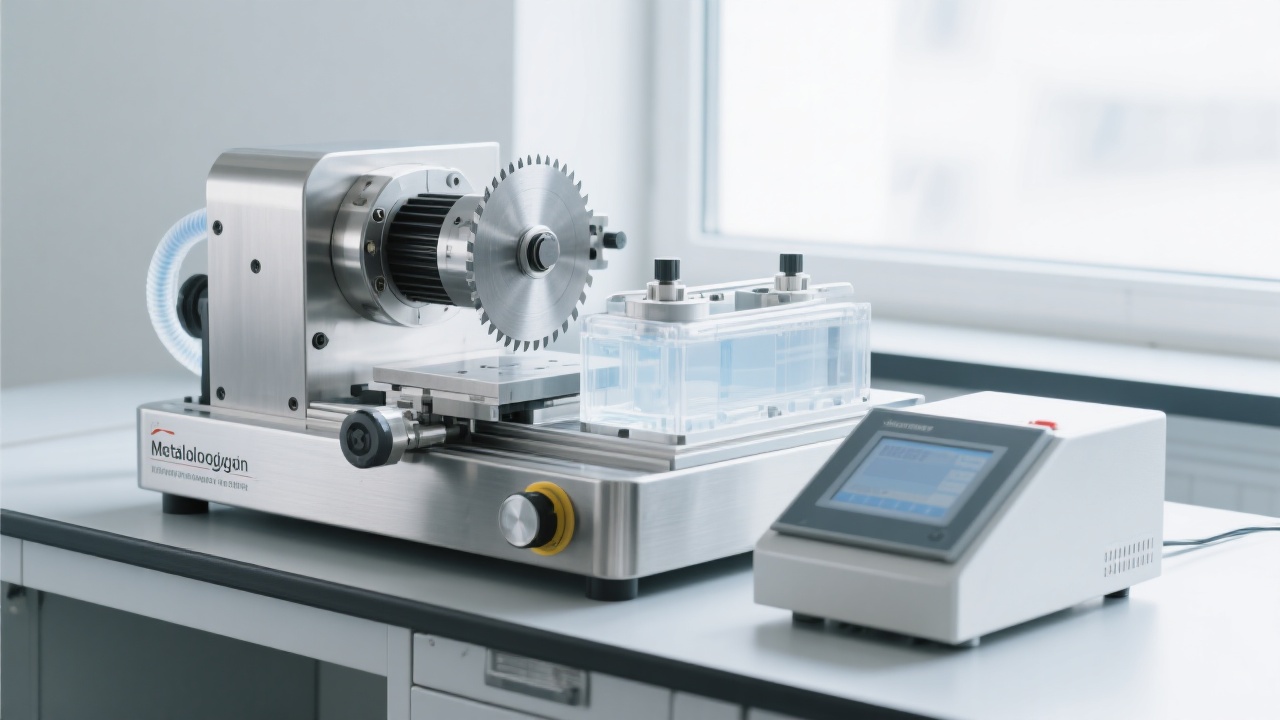
锦骋 DS-600: почему её называют «специально для многоотраслевых задач»
Модель DS-600 позиционируется как решение, «специально для многоотраслевого применения», где важно сочетание точности, устойчивости и адаптации под разные формы заготовок. Для материаловедения это означает стабильную подготовку образцов; для электроники — аккуратные резы на мелких деталях; для обработки искусственного кристалла — минимизацию сколов и повышенную предсказуемость результата.
1) Четыре варианта фиксации: меньше «танцев» с оснасткой
Одна из типичных причин брака в резке — не диск и не скорость, а неправильное закрепление. В многоотраслевой работе заготовки меняются постоянно: цилиндры, пластины, мелкие детали, нестандартные формы. Подход с 4 типами зажимов/креплений (в рамках одной платформы) снижает зависимость от «универсальных» самодельных решений и помогает быстрее переходить между задачами.
2) Концевые выключатели (лимитные датчики): защита хода и стабильность серий
Концевой выключатель — это датчик, который фиксирует достижение заданного предела перемещения и предотвращает выход механизма за безопасный диапазон. В прикладной логике это означает две вещи: меньше аварийных остановок из-за человеческого фактора и более предсказуемая работа в серийных режимах. В контексте запросов на «отрезной станок с концевыми выключателями» покупатель обычно ищет именно спокойный, безопасный и повторяемый процесс.
Мини-глоссарий простыми словами
Концевой выключатель — «стоп-сигнал» для механики: не даёт узлу уйти дальше допустимого.
Микроподача/тонкая подача — режим, когда материал подаётся малыми шагами, чтобы рез был ровнее и с меньшими повреждениями.
3) Высокоточный шпиндель: база для ровной кромки и повторяемости
Когда говорят о «высокоточном шпинделе», имеют в виду, что вращение стабильнее и предсказуемее (меньше биение/вибрации при корректной эксплуатации). На практике это помогает держать качество кромки и снижать вероятность микродефектов. Для лабораторной резки это напрямую связано с тем, насколько «чистым» будет образец перед шлифовкой/полировкой и насколько одинаковыми будут результаты испытаний между сериями.
4) Режимы автоматизации и «без оператора»: когда это реально даёт выгоду
Запросы на «безоператорная/безлюдная резка» обычно появляются там, где образцы готовятся регулярно: входной контроль, стабильные лабораторные протоколы, серийные мелкие детали, участки с дефицитом персонала. Если станок позволяет заранее задать логику перемещений и безопасно ограничить ход (в том числе за счёт датчиков), то это превращается в практический эффект: «меньше ручной рутины — больше стабильных результатов».
Сравнение с типовыми «обычными» решениями: где чаще всего теряются точность и деньги
| Критерий | Типовой станок «общего назначения» | Подход DS-600 (в логике заявленных функций) |
|---|---|---|
| Фиксация | Один универсальный зажим, частые компромиссы | Несколько вариантов зажимов под разные формы |
| Контроль хода | Риск выхода за пределы при усталости оператора | Концевые выключатели помогают стабилизировать серию |
| Качество реза | Сильнее зависит от «руки» и текущей настройки | Упор на точность шпинделя и стабильность процесса |
| Автоматизация | Часто требует постоянного присутствия | Реалистичнее режим «настроил — выполняется» |
Важно: даже хороший станок не «магия». На результат влияют диск, режим резания, охлаждение, компетенция оператора и стабильность крепления. Но если базовая механика и логика безопасности слабые, то любые идеальные режимы на бумаге рассыпаются в реальном процессе.
Практический эффект: ориентиры по экономике времени и брака (реалистичные бенчмарки)
В проектах по внедрению отрезного оборудования для подготовки образцов чаще всего оценивают не «абсолютную точность в вакууме», а измеримые метрики процесса. Для производственных лабораторий и небольших цехов типовые ориентиры при переходе на более стабильную резку и крепление выглядят так:
Скорость подготовки образцов
Ускорение цикла резки и переналадки на 15–30% за счёт более удобной фиксации и снижения повторных резов.
Снижение брака/повторной обработки
Снижение доли дефектных заготовок (сколы/уход геометрии) на 10–25% при корректно подобранных режимах и стабильном креплении.
Эти значения не обещание «для всех», а практичные бенчмарки, которые часто подтверждаются, когда предприятие переходит от ручных и полуручных схем к более стабильному процессу, особенно если нужна «экономия времени, меньше усилий и выше точность».
Как быстро понять, подходит ли DS-600 под вашу задачу: 6 проверочных вопросов
Чтобы выбор не превращался в бесконечное сравнение характеристик, полезно пройтись по короткому чек-листу. Он одинаково применим к материаламедению, электронике и обработке искусственного кристалла:
- Нужно ли резать разные формы и часто переналаживаться (если да — ценность многоформатной фиксации резко растёт)?
- Есть ли требования к повторяемости серии (например, один и тот же протокол подготовки образцов)?
- Сколько времени уходит на повторную обработку из-за сколов/увода плоскости?
- Нужен ли режим, близкий к безоператорному, чтобы разгрузить персонал?
- Насколько критична безопасность хода и защита от «переразгона» механики?
- Есть ли материалы, где важна тонкая подача и аккуратная кромка (хрупкие, слоистые, композиты)?
Если на 3–4 вопроса ответ «да», то оборудование уровня материаловеды/лаборатории + промышленная подготовка обычно окупается не «красивыми цифрами в паспорте», а спокойной повторяемостью и снижением ручной рутины — то, что на практике и означает «от лаборатории до завода подходит».
Нужна точная резка для испытаний и производства — без лишних потерь времени?
Когда задача — «специально для многоотраслевого применения», важно не только увидеть станок, но и сопоставить его с вашими материалами, геометрией заготовок и режимами работы. Для этого обычно достаточно 5–10 минут технического брифинга.
Запросить подбор и рекомендации по применению: DS-600 отрезной станок для подготовки образцовПодготовьте, если возможно: материал, размеры, требуемую чистоту кромки, целевой объём резки в день и пожелания по автоматизации.
Вопрос к читателю
Для каких материалов и какой формы заготовок вы чаще всего делаете рез — и что сейчас сильнее мешает: сколы, уход геометрии, долгая переналадка или необходимость постоянного контроля оператором?






















